
导 航

诺立动态
搪瓷铸铁喷砂注意事项
作者:
来源:
2022/05/17
浏览量:
【摘要】:
搪瓷铸铁的表面预处理与搪瓷钢板有所区别,搪瓷铸铁如果采用酸洗法,酸与铸铁容易产生氢气,在烧成时会产生气泡或其它搪瓷缺陷,因此搪瓷铸铁的预处理都选择采用退火或喷砂法(抛丸)。
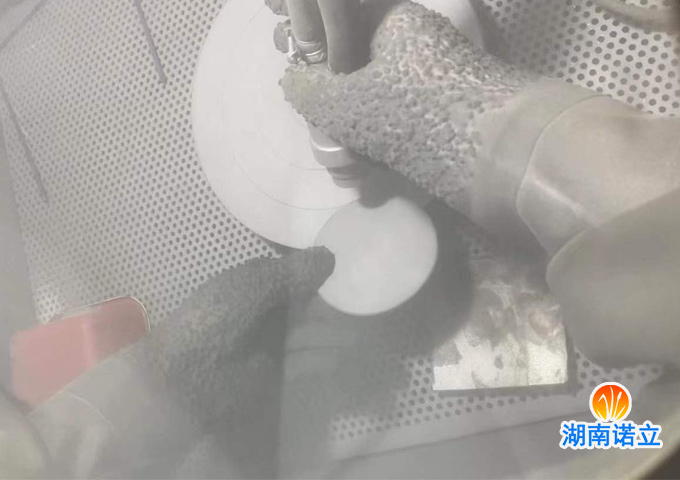
在涂搪前,搪瓷工厂必须要对搪瓷铸铁做喷砂处理,清除表面的夹杂物、模具沙粒、铁垢、锈斑、氧化物等等,如果是小尺寸的搪瓷铸件也可以采用化学脱脂的方法来清洗表面。
搪瓷铸铁的喷砂法有两种,第一种是用空气压缩机加压,气流在铸件表面喷送耐磨颗粒,第二种是用机械喷砂法,比如利用离心力让耐磨颗粒冲击铸件表面。
搪瓷工厂在对搪瓷铸铁喷砂时,要注意以下几点:
- 喷砂所用的砂粒外形要不规则且棱角分明,铸钢和淬冷铸铁砂粒的硬度都要在HV650以上,并具有良好的边缘稳定性,耐磨损,因此多用于铸铁表面的喷砂处理。也可以采用脆性砂粒如石英砂、锆砂、刚玉等,但是需要避免使用可塑性的金属颗粒或弹丸,它们容易结球并会强化铸铁的表面,由此封闭内晶粒,包裹杂质,在后续涂搪时引起搪瓷表面起泡;
- 严格控制喷砂的粒度分布,确保铸件表面的均匀清理,尤其是凹陷处的清理。喷砂的粒度分布和等级取决于喷砂设备装置和喷砂的种类;
- 喷砂过程中要消除工件上的所有毛边,工件的弯角部分的弧度不应小于6.5mm;
- 进行清理过的工件最好能马上涂搪使用,如果喷砂后再长期储存后使用,则还需要进行退火处理。
以上就是关于搪瓷铸铁预处理的注意事项相关内容,湖南诺立是搪瓷釉料供应商,为广大客户提供一站式服务,如果您有任何技术或产品相关问题,欢迎联系我们!