
导 航

诺立动态
搪瓷釉料厂家浅析金属坯体的前处理的详细操作
作者:
来源:
原创
2021/04/11
浏览量:
【摘要】:
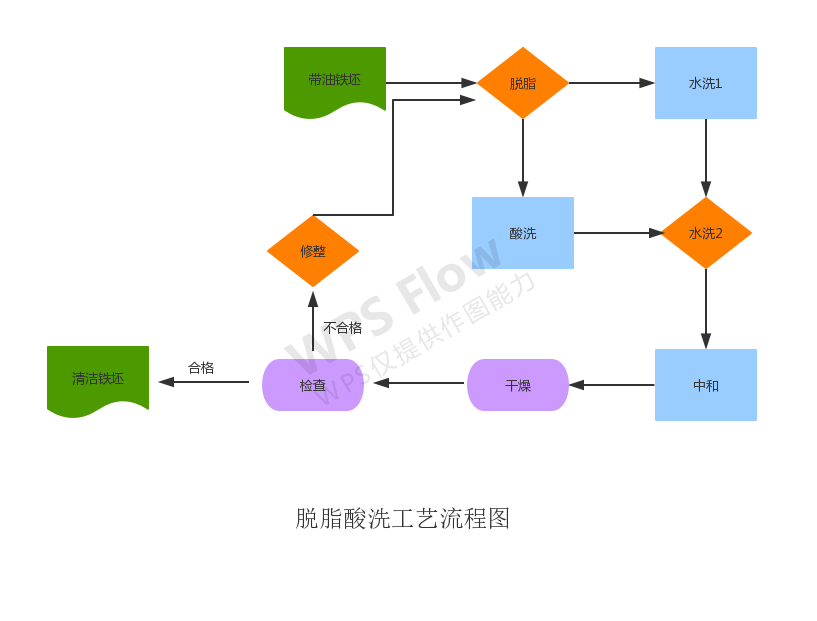
搪瓷工厂在做搪瓷涂层之前都会给金属坯体做基本的前处理。前处理的作用是避免因为金属坯体内应力而造成的变形、黑线纹、边碎裂以及气泡和针孔等缺陷。也会更利于后续的涂搪操作,本篇湖南诺立搪瓷釉料厂家就对于金属的坯体前处理的操作做详细的介绍和讲解。
前处理的操作全过程:脱脂→热水洗→冷水洗→第一槽酸洗→流水洗(→脱脂→流水洗→第二槽酸洗→流水洗→披镍→流水洗→中和→烘干)。
①脱脂
- 全部脱脂时间在20~30分钟。
- 脱脂温度在70~100℃。
- 浓度为40~60克/公斤(g/L)(4%~6%)。
- 如器物表面仍有排水性,应再脱脂一次。
- 移送到下一处理槽时篮子移动要快。
- 舀掉脱脂液上的浮油。
- 脱脂剂使用要选用皂化作用后油脂能沉淀者为佳。
②水洗
- 第一个热水洗槽温度60~80℃,时间2~3分钟,保持小量适度流水。
- 第二个冷水洗槽室温即可,时间2~3分钟,保持较大量流水。
- 可以使用高压空气搅动水或摇动在槽中的篮子。
- 不可将水洗槽的水带到酸洗槽。
③酸洗
虽然可以用盐酸替代,但是硫酸比较好。
盐酸:如果使用盐酸浓度约11%(重量百分比),常温,时间约20~30分钟。
硫酸:(1)一般酸洗硫酸浓度6~8%,温度65~75℃,时间3~5分钟。酸洗减量值:为20~50g/m2/两面。(一般底釉)。(二回搪)。
- 一回搪(只施面釉无底釉),浓度为14%~16%,温度70~75℃,时间5~10分钟,酸洗减量值:30~50g/m2/两面,加披镍后酸洗减量值:25~70g/m2/两面。
④水洗
- 槽内的酸碱值必须控制在pH2.5~3.6,同时有一中度流水,浸洗时间2分钟。
- 最好有搅动以得到好的水洗效果。
⑤披镍
- 二回搪,硫酸镍浓度:6~12g/L;pH:2.5~3.6;温度:60~70℃,时间3~5min。
- 一回搪,硫酸镍浓度:12~15g/L;pH:2.4~2.8;温度:65~75℃,时间5min。
- 应装备一过滤器,以连续去除氢氧化铁沉淀物。
- 二回搪披镍并不是绝对需要,但披镍可增加瓷釉密着性,降低不良发生。
⑥水洗
- pH值控制在5~7之间。
- 从披镍槽跳过直接到中和槽也是可以的,但是经过水洗是比较好的,比较不会破坏中和剂,速度快一些更为理想。
⑦中和
- 二回搪,浓度:苏打(纯碱)3.6g/L;硼砂:12g/L。
- 一回搪,浓度:苏打(Na2CO3)1.2g/L,硼砂0.4g/L。
- 中和液应每天更换,如能装设过滤器,则无须每天更换(可一周更换一次)。
⑧烘干
- 先排掉器物上残留中和溶液。
- 保持干燥室内良好的对流循环。
- 温度:100~150℃
来源:湖南诺立。